
In engineering, the requirement to know what to measure on a day-to-day basis is essential. You have to know what to check for all shapes, sizes, and axes, including spherical or cylindrical. While doing those jobs, it means you are going to measure runout and total runout.
It is usually noted for parts or components requiring higher accuracy, such as machinery, engines, or tooling. And surely, depending on how you decide to mount the part, it will determine which axis you are measuring in.
Perhaps, that you are a beginner in this case. You have a task to check the runout and total runout of an object in the workshop. Unfortunately, you are not sure what they are actually, therefore, not know what to do. Surely, you need to learn first the difference between runout and total runout.
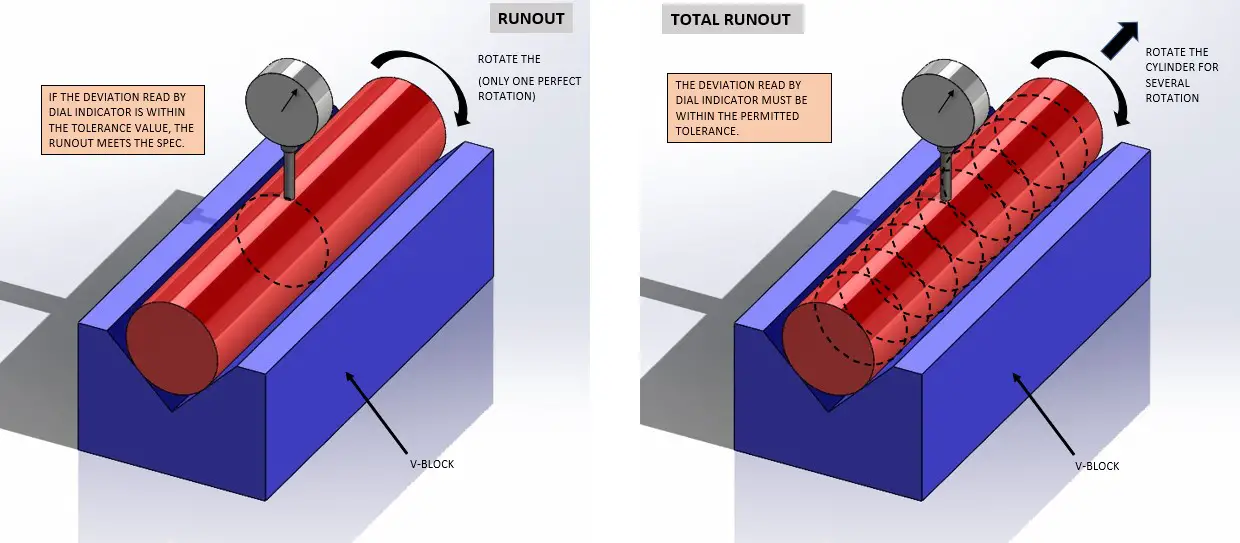
Look at the following drawing about the difference between runout and total runout. Click to enlarge.
What Is Runout (Circular Runout)?
Runout is the deviation or variances relative to the surface (of the object being measured). This changeable deviation or variance is generated by rotating that object on a fixed axis.
As we measure this section, any deviation can be referred to as runout.
It is a focused reading and may not always portray the bigger picture of what is happening with the surface in general.
This is especially true when the surface in question is large or the measurement reference point is tiny since we are zoomed in on a particular section.
Since it is a measurement of circularity relative to its axis, it will not provide the level of detail required for more complex shapes or exact tolerances.
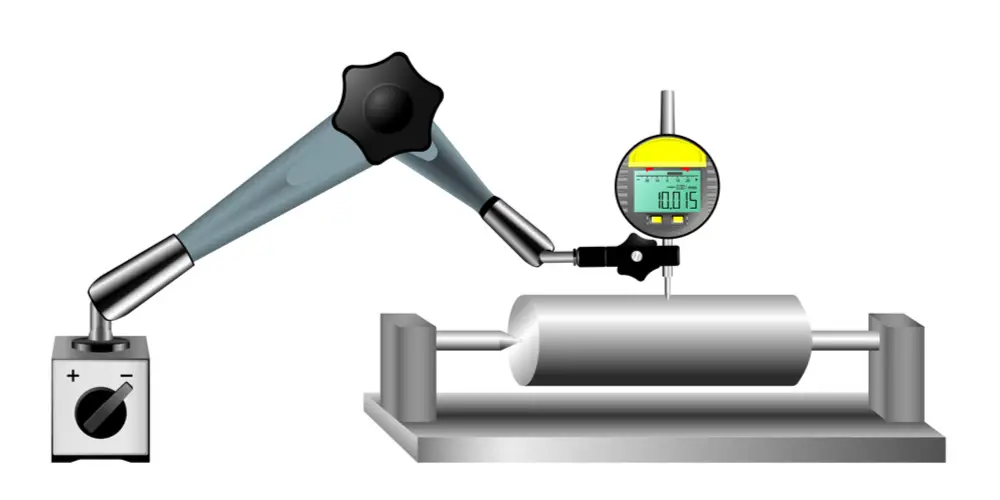
To measure runout, you will need to mount the part in a way that allows a dial gauge (dial indicator) to take a reading through the axis of rotation; this is one section only.

Once the item has been secured, you should set the stylus so that when the part or component is rotated, it will be able to detect any variances. However, if none are seen, then the total runout will be zero.
If there is a reading, it should be checked against permissible tolerances.
You may also wish to check the total runout at this stage.
What Is Total Runout?
If we want to measure across the wider total surface area, surely we also rotate the object through 360 degrees, we would determine the total runout. This is in reference to a cylindrical or planar surface.
This reading gives us the bigger picture overview of the object. Besides, it lets us know how close to tolerances or allowances of its dimensions are and any variance across the whole surface concerning the datum point.
Cylindricity and concentricity are both being measured when we check for total runout.
Both runout and total runout require a datum point that needs to establish first. This datum point is the zero point from which to base our measurements.
We look for the axial and radial variation to the datum point when checking for the total runout.
This way is always a measurement regardless of feature size.
When you need to check for the total runout of a part or component, you should do this after the initial checks for runout.
After taking the first reading, you move the dial gauge to another point and repeat the steps. That said, you do several circular runout measurements to get the total runout. This process is repeatable as needed.
The maximum reading you take will be your total runout of the surface.
Conclusion
So, what is the difference between runout and total runout? Runout only shows the deviation in smaller areas (circular surface). On contrary, total runout shows the deviation in larger areas (cylindrical surface).