
The surface plate serves as a baseline, a reference point, or a datum point for linear measurement and dimensional inspection of objects, mechanical parts, and industrial parts. It is commonly used in an inspection lab of a manufacturing site. It is a must for any metrology laboratory to have this tool that is used for inspection work.
A surface plate is a very flat surface, also known as the true plane due to its high accuracy of flatness, squareness, and straightness. Even flatness checking of other materials and other measuring tools can be confirmed in a surface plate by putting it flat on top of it.
It was manufactured with a high degree of rigidity so it won’t easily shake, move, or be bent by an unnecessary force and also to withstand a heavy load. Besides, it is a very hard solid material made to be wear-resistant. That said, it won’t easily get damaged or scratched from any hard material that is mounted on it.
Because of the properties of the surface plates mentioned above, precision tools that are mounted in a surface plate become more reliable (more precise and accurate). Also, the precision and accuracy of the calibration of measuring instruments and equipment that are mounted on a surface plate will never be possible without it.
Types of Surface Plates based on its Material
There is three best-known material of surface plates that are available in the market: cast iron, granite, and glass.
1. Cast Iron Surface Plate
Cast iron plate was the first kind of material a surface plate was made of. It can be manufactured in plain cast iron or alloy cast irons. Since metal has a higher thermal expansion, it is expected that cast irons will lose their straightness in time. However, there are ways on how to properly maintain its original properties.
Cast iron surface plates will rust easily if not properly taken care of. Despite the mentioned imperfections of cast-iron surface plates, the advantage of this is that it cannot easily chip when it is hit by a hard and heavy object, unlike the glass surface plate which may be shattered easily for some unintended reasons.
2. Granite Surface Plates
Due to a shortage of cast iron during World War II, granite plate is then developed until it’s a widely used model nowadays. Unlike cast irons, granite surface plate does not rust and has low thermal expansion.
There are several granite surface plates sold in the market, such as black granite, gray granite, and pink granite surface plates. The colors vary due to the material composition. Black and grey surface plates are the most common granite surface plates sold by different manufacturers, and the pink granite surface plates are sold by Starrett.
3. Glass Surface Plates
Glass surface plates have the best property of low thermal expansion maintaining their accuracy for a longer time. This material of the surface plate is easier to manufacture compared to cast irons and granite surface plates however this is more vulnerable to getting damaged and it is fragile. It is made of a non-metallic material so corrosion will not be possible on a glass surface plate.
| Properties | Cast-iron | Granite | Glass |
|---|---|---|---|
| Wear resistance | Wears faster than granite but can be lapped | Does not wear easily but can be lapped if there are chips | Does not wear easily but cannot be used when broken |
| Corrosion | Rust easily | Corrosion free | Corrosion free |
| Strength from a certain load | Excellent | Excellent | Low |
| Magnetism | Magnetic | Non-magnetic | Non-magnetic |
| Thermal expansion | Higher coefficient of thermal expansion compared to granite and glass plate | Low coefficient of thermal expansion | Low coefficient of thermal expansion |
| Maintenance | High maintenance | Low maintenance | Low maintenance but needs extra care |
| Availability | Limited sizes | Very common | Rare |
Surface Plate Grades
The core purpose of surface plates depends on their grade. Higher precision grades are for higher precision measurements.
Surface plates have different levels of accuracy which are classified according to grades. The grades depend on the overall accuracy of the flatness in a given length.
Discussed below are some of the Standard Grades of surface plates out in the market, based on the ISO Standard entitled ISO 8512, the American national standard (ANSI standard) entitled ASME B89.3.7/3.8, the European Standard DIN 876. Other standards of surface plate grades were aligned to ISO 8512 standard.
To better understand the standard grades of surface plates that will later be discussed, we must first learn about the local flatness and overall flatness of surface plates which is a specification in determining its grades.
The Flatness of A Working Surface
Flatness is the 3D version of straightness, however, flatness refers to the difference of distance between the highest and the lowest point on a surface and it should lie between the two imaginary parallel planes known as the tolerance zone.
To better understand this, a surface that seems to be flat on your naked eye may not be as flat as you imagined. Below is an illustration of a flat surface.
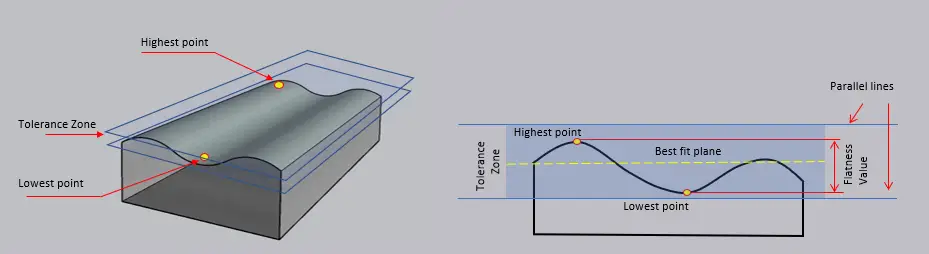
To get the flatness of a plane, first, find the lowest point of the plane that you will measure and get the highest point of the plane. The distance between these two points is the measure of flatness.
In a working surface, two flatness tolerances are being considered, the overall flatness which is the overall working surface, and the local flatness which is 250 mm × 250 mm local area of the working surface.
Based on JIS B 7513, the peripheral rim portion of the working surface corresponding to 2% of the size of the surface plate width (however, it should be 20 mm in maximum) may be excluded from the application of the prescription of flatness, if its portion is in the condition where it does not cause any inconvenience in use.
Overall Flatness
The overall flatness refers to the flatness of the overall working surface. The accuracy of overall flatness depends on the size and grade of the surface plate.
For ASME B89.3.7/3.8 standard, the value of flatness was specified both for overall flatness and local flatness.
Local Flatness
The local flatness refers to a smaller area of a working surface plate which implies a smaller flatness value requirement.
For ISO 8512 the local flatness area covers a 250 mm × 250 mm area. The required flatness for each grade is as follows.
- 3.5 µm for plates of grade 0;
- 7 µm for plates of grade 1;
- 15 µm for plates of grade 2;
- 30 µm for plates of grade 3.
For other standards such as the ASME B89.3.7/3.8 standard, the local flatness is the same as the overall flatness requirement of an overall working surface of 250 mm × 250 mm.
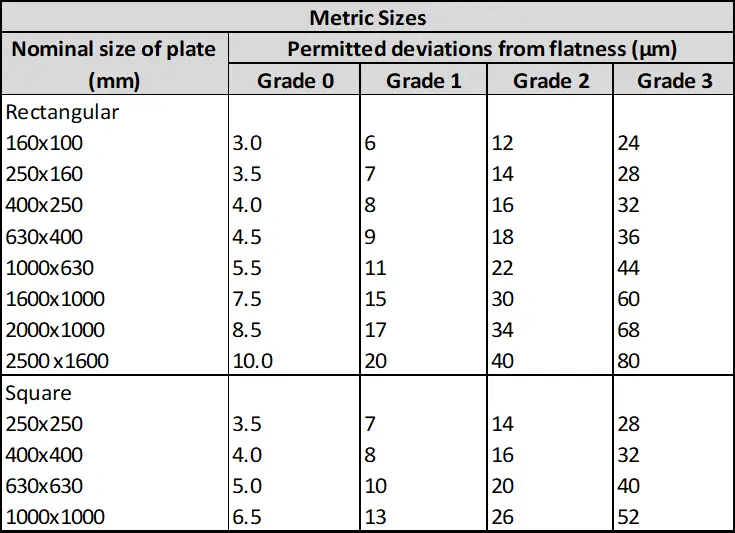
ISO Standard for Surface Plate Grade
ISO 8512-1 specifies the standard requirements for cast iron surface plates and ISO 8512-2 specifies standards for granite surface plates.
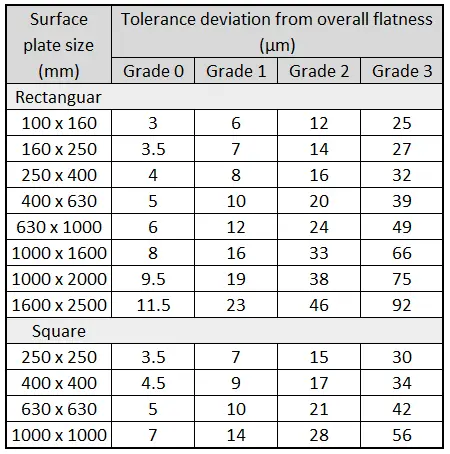
Refer to the table shown below for the deviation of the overall flatness of surface plates for each grade.
The below chart’s source is https://law.resource.org/pub/in/bis/S01/is.7327.2003.pdf [Page 3]. For more detail from the official document, you could read here.
Grade 0 – Laboratory Grade
This grade has the highest accuracy of flatness. It is used in calibration laboratories and high precision industries.
Grade 1 – Inspection Grade
This is used for quality control work together with measuring tools during an inspection. The overall flatness of this grade is 2× less accurate than the Grade 0 surface plate.
Grade 2 – Toolroom Grade
Grade 2 surface plate is used in the parts production process. This is 4× less accurate than the Grade 0 surface plates.
Grade 3 – Workshop Grade
Grade 3 surface plate may be used depending on customer needs. Usually, it is not used to check products together with measuring instruments. Its overall flatness is 8× less accurate than Grade 0 surface plates.
American Standard for Surface Plates Grade
The standardization of the quality of surface plates was started by Federal Specification GGG-P-463c. In 2013, this standard was then replaced by ASME B89.3.7. (Source)
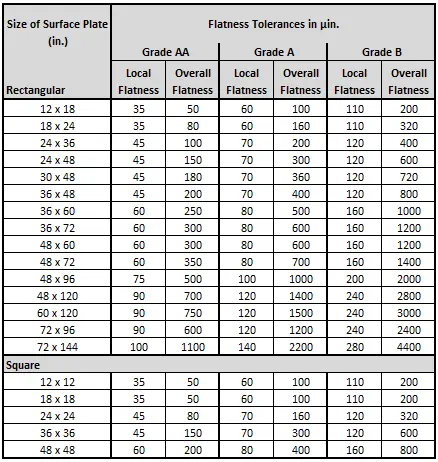
This standard has 3 grades for surface plates: Grade AA, Grade A, and Grade B. The unit reading for the dimensions is in inches for length and width, while for the flatness is in microinches. The overall flatness and local flatness are also indicated on this standard.
ASME B89.3.7/3.8 Tolerance deviation of flatness per Grade
Buy the official document here.
Grade AA – Laboratory Grade
This grade has the highest accuracy grade among the other grades. This is used in calibration laboratories where the temperature is being controlled. High precision inspection may also be conducted in this surface plate grade.
Grade A – Inspection Grade
This surface plate is used in the inspection area for quality control. This grade is 2× less accurate than Grade AA.
Grade B – Toolroom Grade
This surface plate is usually made for manufacturing work checks in a manufacturing work area or workshop.
This grade is 4× less accurate than the Grade AA surface plate.
German National Standard for Surface Plate Grade
This standard is divided into two; DIN 876-1 Surface plates (natural hard rock surface plates and requirements) and DIN 876-2 Surface plates (cast-iron surface plates, requirements, and testing).
DIN 876-1/2 Tolerance deviation of flatness per Grade
| Surface Plate Size (mm) | Flatness Tolerance (µm) | Flatness Tolerance (µm) | Flatness Tolerance (µm) | Flatness Tolerance (µm) | Flatness Tolerance (µm) |
|---|---|---|---|---|---|
| Grade 00 | Grade 0 | Grade 1 | Grade 2 | Grade 3 | |
| 100 | 2 | 4 | 11 | 22 | 44 |
| 160 | 2 | 5 | 12 | 23 | 46 |
| 250 | 3 | 5 | 13 | 25 | 50 |
| 400 | 3 | 6 | 14 | 28 | 56 |
| 630 | 3 | 7 | 16 | 33 | 65 |
| 1000 | 4 | 8 | 20 | 40 | 80 |
| 1600 | 5 | 10 | 26 | 52 | 104 |
| 2000 | 6 | 12 | 30 | 60 | 120 |
| 2500 | 7 | 14 | 35 | 70 | - |
Grade 00 – Laboratory Grade
This grade is the same as the function of the other laboratory grade, however, it is more strict than Grade 0 of ISO 8512-1/2. There are grades such as Grade 000 which you can see in some manufacturers which offer higher flatness accuracy. This grade is also used for calibration works. High precision industries which produce precise measurement parts such as aerospace and automotive as well as industries for defense make use of this grade. To get the tolerance of accuracy of the overall flatness, follow the below formula where L refers to the longer nominal dimension of the surface plate.
2 [ 1 + ( L : 1000 ) ]
Grade 0 – Inspection Grade
This inspection grade can also be used for calibration and during the manufacturing and inspection of higher precision parts. This grade is less accurate than grade 00.
4 [ 1 + ( L : 1000 ) ]
Grade 1 – Workshop Grade
This grade can be used for workshop works.
10 [ 1 + ( L : 1000 ) ]
Grade 2 – Workshop Grade
This grade can be also be used for workshop works for parts with lower precision measurement requirements.
20 [ 1 + ( L : 1000 ) ]
British Standard for Surface Plates Grade
The British standard for surface plate grade is indicated on BSI 817 -Specification for surface plates. Same as ISO 8512, its grade is from Grade 0 to Grade 2.
BSI 817:2008 Tolerance deviation of flatness per Grade
Source: https://www.microflatdatums.com/granite-surface-plate.html. Buy the official document here.
Grade 0 – Laboratory Grade
This grade has the highest accuracy of flatness. It is used in calibration laboratories and high precision industries.
Grade 1 – Inspection Grade
This grade is 2× less accurate than the Grade 0 surface plate.
Grade 2 – Workshop Grade
This grade is 4× less accurate than the Grade 0 surface plates.
Grade 3 – Workshop Grade
The Grade 3 is 8× less accurate than Grade 0 surface plates.
Standard Size and Dimensions of Surface Plates

Surface plates have standard sizes sold in the market. Sizes of rectangular and square surface plates are defined based on standards. Based on ISO 8512, the plate’s lengths and faces should be within ±5% of the nominal size.
When purchasing a surface plate you must consider where it will be used. It is advantageous if you have a bigger surface plate for inspection use and workshop use, however, bigger surface plates are harder to calibrate and maintain.
Below are the standard sizes, height, thickness, and mass of general surface plates defined in JIS B 7513.
Heights, thicknesses, and masses for surface plates
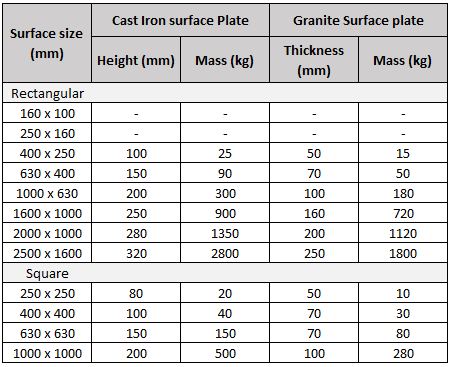
Buy the official document here.
Shapes of Surface Plates
Surface plates are available in rectangular, square, and even in modified or custom shapes.
Commonly, we can see flat rectangles and square models but there are some industries like heavy machinery that use customized ones. Other customized surface plates were specifically made for some measuring instruments. Even, there are also circular surface plates.
Some manufacturers offer custom shape or modified surface plates. There are also surface plates with ledge and without ledge that are available in the market.
Components of Surface Plates
Cast-iron Surface Plate’s Components
1. Top (working surface)
The top portion of the surface plate also known as the working surface should be finished based on flatness accuracy or grade.
2. Side (end faces)
The four sides of the surface plates are the vertical planes perpendicular to each perimeter of the working surface.
3. Edge
The edge is the intersection of the side and the working surface. Edges can be chamfered and rounded based on the manufacturer or can be requested by the purchaser.
4. Framing and Ribbing
Framing and ribbing of cast-iron surface plates are designed to make and maintain the flatness of the surface plate.
5. Thickness of top
The thickness of the top is standardized based on the size of the plate.
6. Total depth
The total depth of the cast-iron surface plate is the actual measure of the height from the working surface and to the ends of its framing and ribbing.
7. Feet
The feet of the surface plate is required to have 3 feet support to prevent warpage. Additional supporting feet can be installed for safety purposes. These feet should be machined.
8. Handles
Handles on cast iron surface plate should be provided. It is usually used during lapping.
Granite Surface Plate’s Components
1. Top (working surface)
The top of the surface plate or the working surface of a granite surface plate is scrapped, milled, and planed according to its designated grade.
2. Side (end face)
There are four sides of the granite surface plate that should be machined according to standard.
3. Edge
The edges of the granite plate should also be rounded or chamfered.
4. Total depth
The total depth of granite is the actual thickness of the surface plate.
5. Feet
The feet requirement of the surface plate is the same as the cast iron surface plate. Stands should be provided in such a way that the rigidity of the surface plate should be kept.
Setting Up A Surface Plate
Installing a surface plate doesn’t mean just putting a surface place in a place. One must know how to check if it is properly leveled. You can use engineer/machinist level in this case.
Basic knowledge about the 3-point support method and gauging flatness should be understood before you proceed with installing the surface plate. Due to the effect of gravity, the three-point support prevents the plate from getting warp and distortion over time.
The support of the surface plate requires three fixed feet. Some manufacturers install micro jacks on stands. These feet were carefully installed and their location is specified following standards.
Procedure on setting up a surface plate
- Determine the location of where it will be installed.
- Evaluate the location where the surface plate must be placed. It must be placed away from direct sunlight and abrupt ventilation should also be avoided.
- The surface plate must be located in an ambient room where temperature and humidity must be controlled. Temperature gradient must be evaluated on the upper side and underside of the working surface to prevent distortion.
- Stands of the surface plate should be installed in a stable foundation. It must be firmly supported and should be leveled.
- Align the feet in their proper alignment on the surface plate. It should follow the three-point support method during leveling and gauging the flatness of the working surface.
- Once the surface plate is already placed on top of its feet, use a leveler to check if the flatness was already set to zero. Adjust to the 3 feet until the surface is totally flat.
There are other methods to gauge the flatness of the surface plate. One is by using a level that is very common in workshops. Another method is by using an autocollimator. This method is usually done during the calibration. The other method which is by comparison with a reference surface is usually used during conditioning of surface plate.
Use and Proper Care of Surface Plate
Proper handling and care of surface plates must always be practiced before, during, and after use.
Aside from the daily care, surface plate calibration must also be scheduled in order to assure the accuracy of the surface plate that we are using.
Before use
- Clean the surface plate using a required cleaning solution.
- Check the appearance of the working surface. It must be free from burrs. Lapping can be done to remove burrs and high points. Any other appearance irregularities should be confirmed and should be addressed immediately.
- There should not be any play or movement. Leveling must be conducted to correct this irregularity.
During use
- As much as possible, always keep the load even all over the working surface.
- Mounted parts, tools, and other equipment mounted and placed on the working surface or top of the surface plate should be handled carefully to prevent them from falling and dropping on the working surface which may cause damage to the working surface.
- Wipe the working surface as often as possible to prevent dust or any foreign material that may affect the accuracy of the surface plate.
- Do not make the surface plate a working table. Unnecessary things should not be placed on the working surface.
- Any unnecessary activities especially those with excessive force such as hammering that will damage the plate are not allowed. It will not just damage the surface plate but it is also unsafe for the people working on it.
After use
- Clean the plate.
- Inspect any irregularities.
- Cover the top with a rubber textile or a thick cloth.